Schleifen
Schleifen ist eine spanende Bearbeitung von Werkstücken bei kreisförmig drehender Schnittbewegung des Werkzeuges.
Die Schleifwerkzeuge arbeiten bei hoher Schnittgeschwindigkeit mit geometrisch unbestimmten Schneidkeilen.
Die Vorzüge des Schleifen sind die gute Bearbeitbarkeit harter Werkstoffe, hohe Maß- und Formgenauigkeit,
sowie die kleine Welligkeit und Rauheit (RZ zwischen 1 bis 3 µm).
Je nach Form der erzeugten Werkstückflächen werden unterschiedliche Schleifverfahren eingesetzt.
Zum Erzeugen ebener Flächen wird das Planschleifverfahren angewendet.
Kreiszylindrische Flächen können über Außen- und Innenrundschleifmaschinen hergestellt werden.
Zudem gibt es noch komplexere Schleifverfahren wie Schraubschleifen, Wälzschleifen sowie Form- und Profilschleifen.
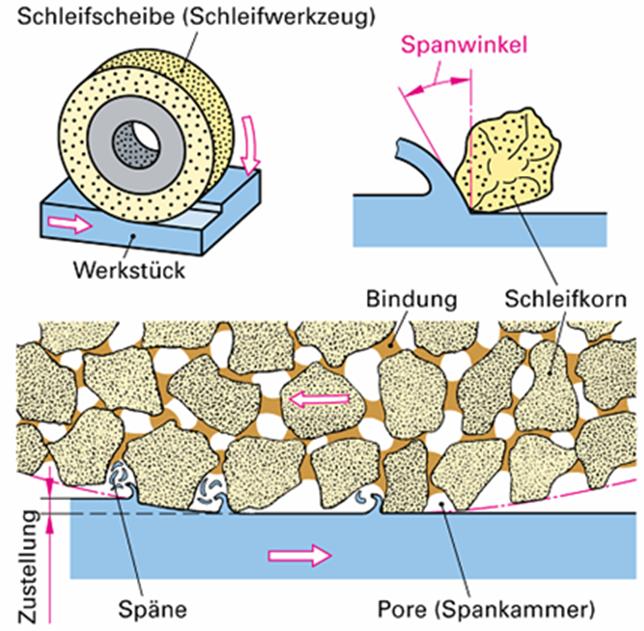
Die Schleifwerkzeuge bestehen aus Schleifkörner,
der Bindung und den eingeschlossenen Poren. Durch die unterschiedliche Lage und Form der Körner sind die
meist negativen Spanwinkel und die Spanungdicke je Korn unbestimmt.
Die Kornkanten der Schleifstoffkörner werden bei der Bearbeitung als Schneidkeile wirksam.
Die notwendigen Eigenschaften entsprechen den Anforderungen an Schneidstoffe.
Die meisten Schleifscheiben enthalten Schleifkörner aus Korund, Siliziumcarbid oder Bornitrid.
Schleifstoffe müssen für den Selbstschärfungseffekt des Werkzeuges eine angemessene Sprödigkeit aufweisen.
Die Kornzähigkeit nimmt mit steigender Härte des Schleifkornes ab.
Schleifkörner sollen eine große Härte, ausreichende Kornzähigkeit, Wärmebeständigkeit
für langspanende oder spröde Werkstoffe besitzen.